Related Topics:
-
-

-

-

-

-

-
-

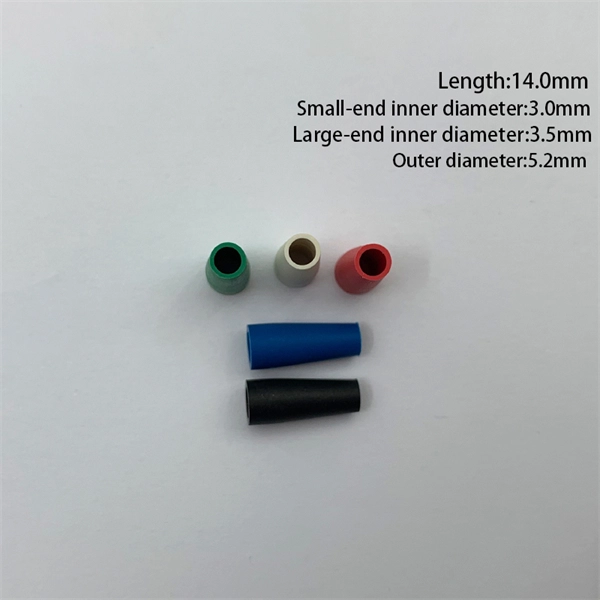
Analysis of the causes of pigtail bending and welding
This paper explains the cause of the failures, the follow up incident investigation and the actions taken to prevent recurrence of a similar failure. This case study details the failure of recently replaced inlet pigtail pipes for a hydrogen reformer furnace. The pigtail connection to the catalyst tube consisted of a ASME A-335 P22 pipe welded to an Incoloy 800HT weldolet. The weldolet was joined to the catalyst tube, which was an HP Modified. By Manikandan Palanisamy, Lead Engineer - Asset Integrity at OQ Base Industries, Ali Al Zawamri, Asset Integrity Manager at OQ Base Industries, and Abdullah Al Balushi, Asset Integrity Engineer at OQ Base Industries. A welded manifold pipe in a primary steam reformer used to transport hydrogen gas at about 873°C developed leakage in the weld fusion zone after about 22,000 h of operation. Agrium's Ammonia Plant #2 is located near Redwater, Alberta, Canada and the plant produces about 680 KMT per year of ammonia that is used to produce. The nipping of the pigtails is exercised and performed under slightly reduced plant load. Certain routines were established to do the nipping exercise in the safest way, having no leakages to the surroundings, nor endangering the people involved. However during one nipping exercise an outlet. Bulk hydrogen production in a petroleum refinery by steam–methane reforming (SMR) utilizes high temperatures, moderate pressures and catalyst – filled tubes which generate high tube temperatures of up to 920 °C [1,690 °F ]. Creep and pressure / temperature cycling imposes severe loading on the. -
Ranking of Libyan Engineering Distribution Box Manufacturers
Search results of Top 121 Engineering Companies in Tripoli, Libya, near me. Listings are verified with accurate business information. Last updated May 2026 We found 121 listings in Tripoli 24th December Street #2, Tripoli, Libya (11th) June Street, Tripoli, Libya Unlock the full database with advanced filters and visible emails inside Data Hub — Free Trial. Al Hussain for Electrical Industry and Services Established on 1993, our company is one of the biggest Libyan companies specialized in manufacturing and assembling of electrical distribution boards of different types and electrical equipment, Package Substation Units (11/0. 4)KV, Manufacture of. We have collected the top Distribution Box companies in the industry who offer the best custom specification for all their Distribution Box that they need. Altazamon plays a major role in the development of various sectors in Libya, based on the successful services and projects Altazamon has carried out in. Add your company to Arabic Market business directory Import equipment, workshop equipment and factories Tripoli (Libya) Specializes in the field of metal industries Tripoli (Libya) Sheikh corporation one of the first family business was founded by Mohamed Sheikh in 1948 in Derna. We have been designated as a listed company equipment manufacturer for multiple enterprises. -

-

Cost-effectiveness of Guatemalan smart cable trays
Unlike custom-built conduit systems, cable trays from a reputed cable tray manufacturer in Coimbatore, like GK Industries, require minimal design effort. Their standardized modular design allows for easy modifications and future expansions, reducing initial planning and. Jeetmull Jaichandlall (P) Ltd. We believe in building fruitful business partnerships. Every buyer chooses us first because of our excellent finishing and high-quality. We are now seeing the exciting rise of the smart cable tray. These are more than just metal or plastic supports. 4 billion by 2035, at a CAGR of 2. 4% market share, while ladder cable trays will lead the product type segment with a 42. The Cable Tray Market is estimated to be valued at. Cable tray pricing represents a crucial consideration in modern electrical infrastructure planning, encompassing various factors that influence the overall cost-effectiveness of cable management systems. -

-

-
